
Developing Fused Deposition Modeling Additive Manufacturing Processing Strategies for Aluminum Alloy 7075: Sample Preparation and Metallographic Characterization


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
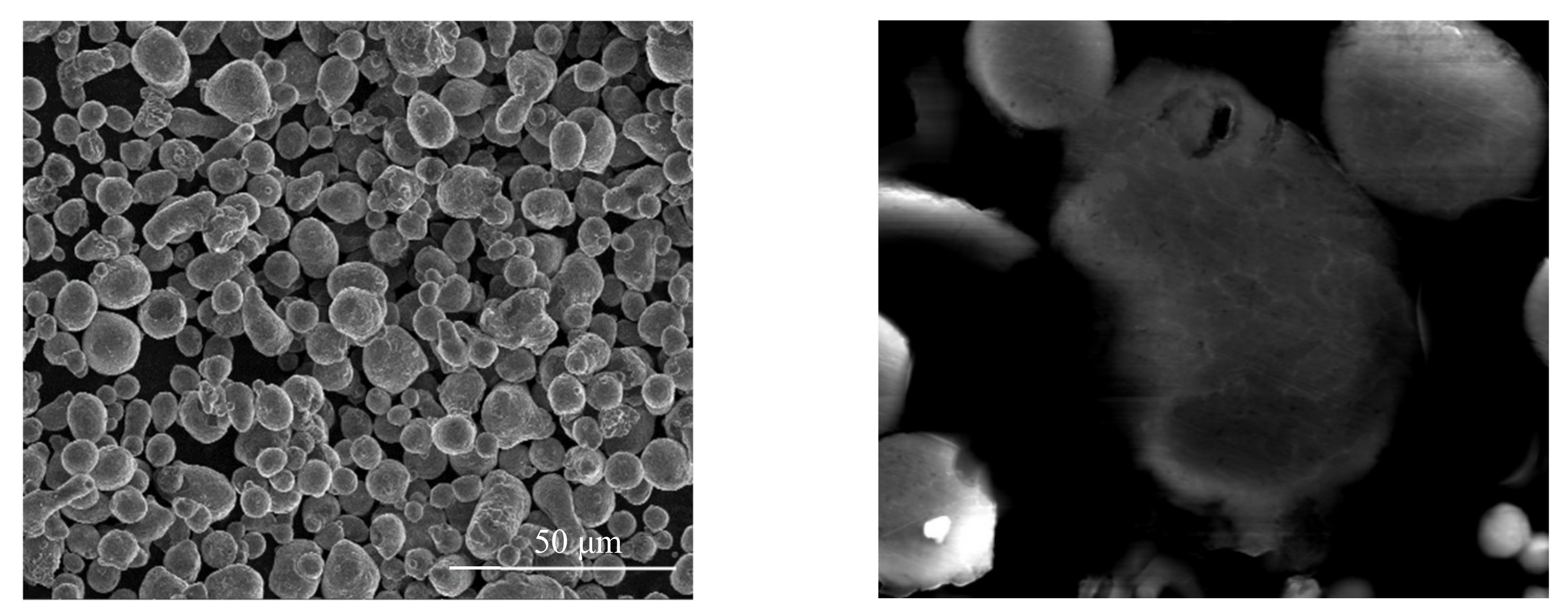
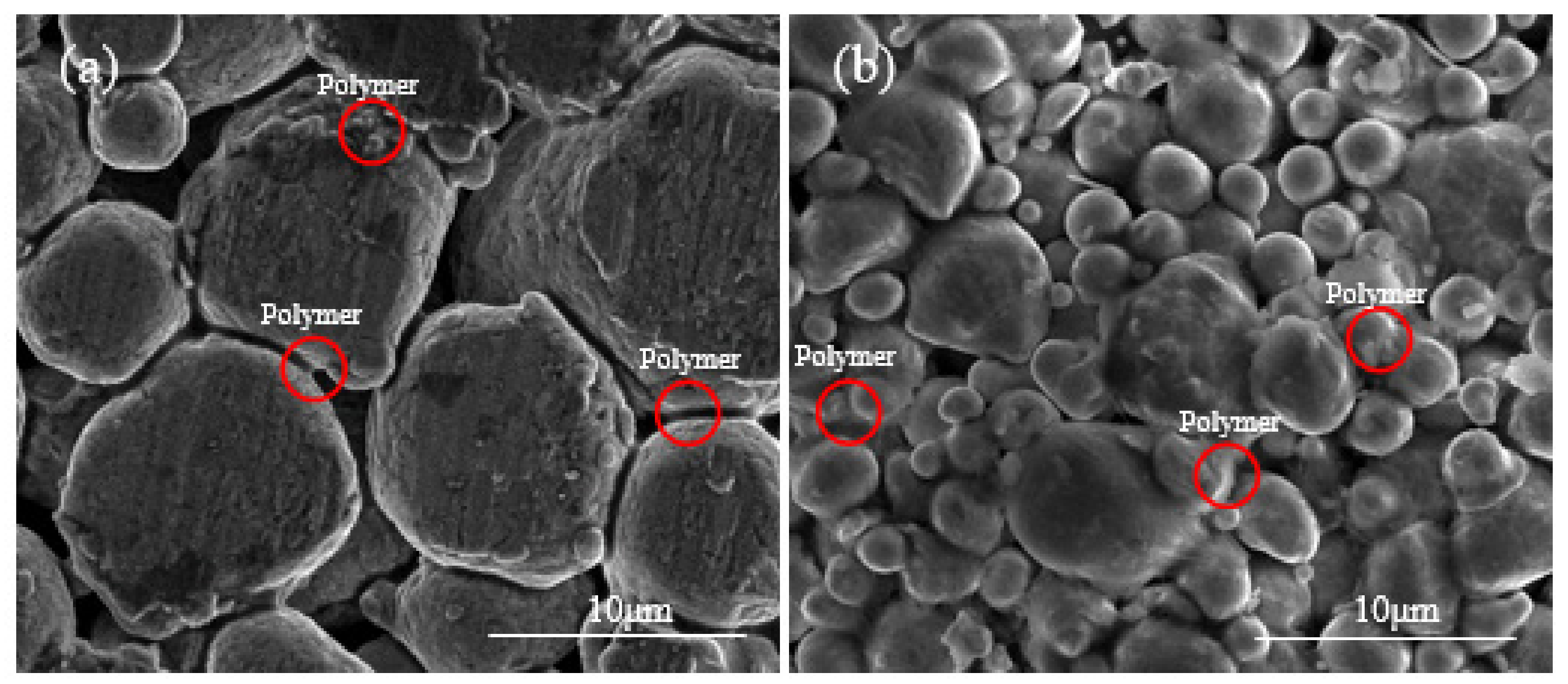
3.1. Forming FDM-Like Al7075/Polymer Binder Mixture
3.2. Forming FDM-Like Bulk Al7075 Samples
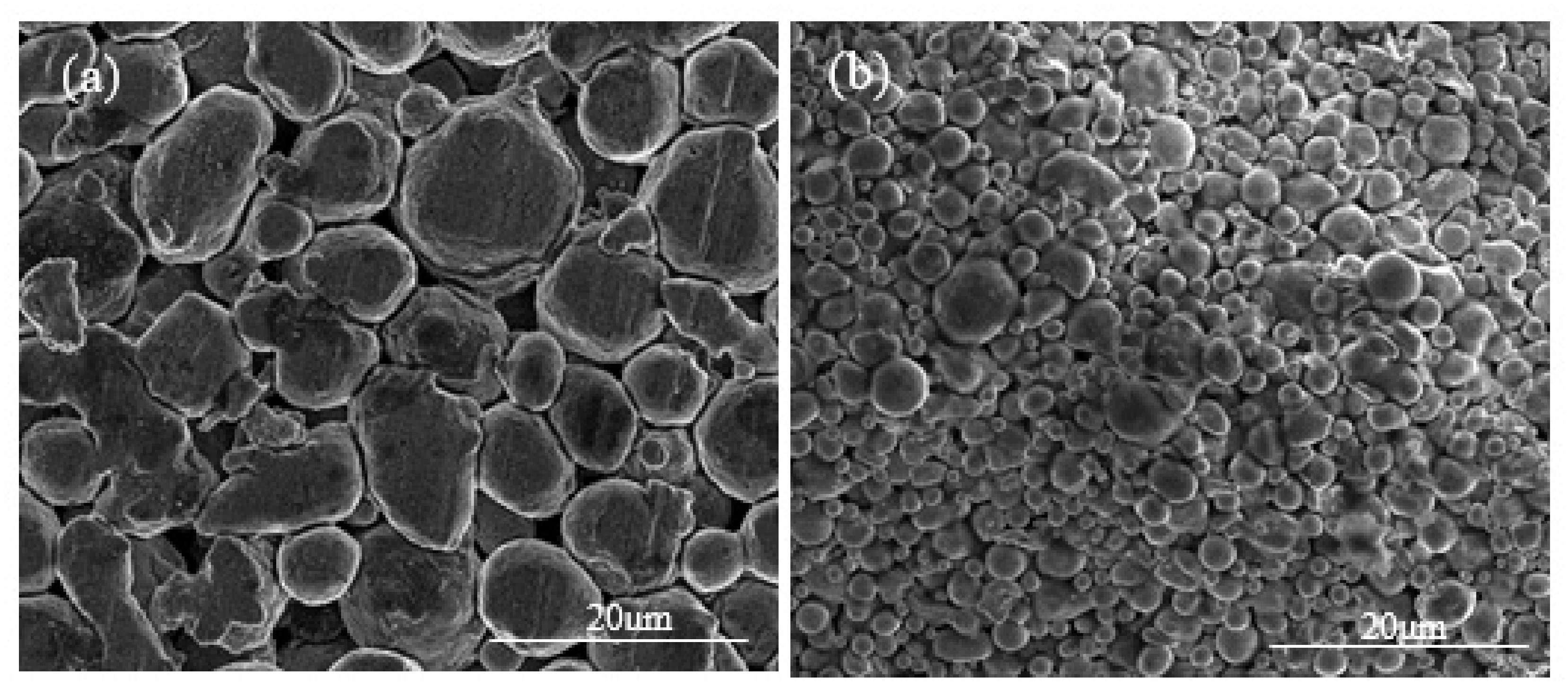
3.3. Forming FDM-Like Al7075 Brown-Body via Thermal Debinding
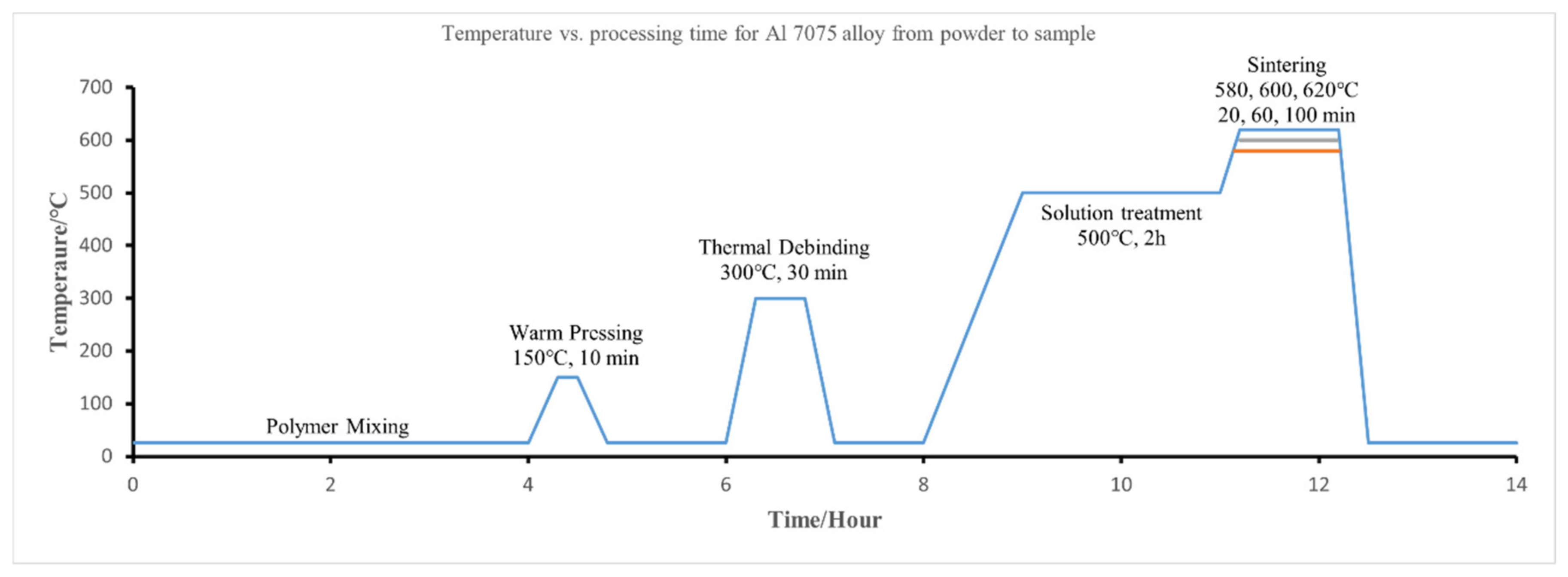
3.4. Sintering Strategies for FDM-Like Al7075 Samples
- Solid-state sintering is controlled mainly by atomic diffusions, such as surface diffusion, grain-boundary diffusion, and volume diffusion;
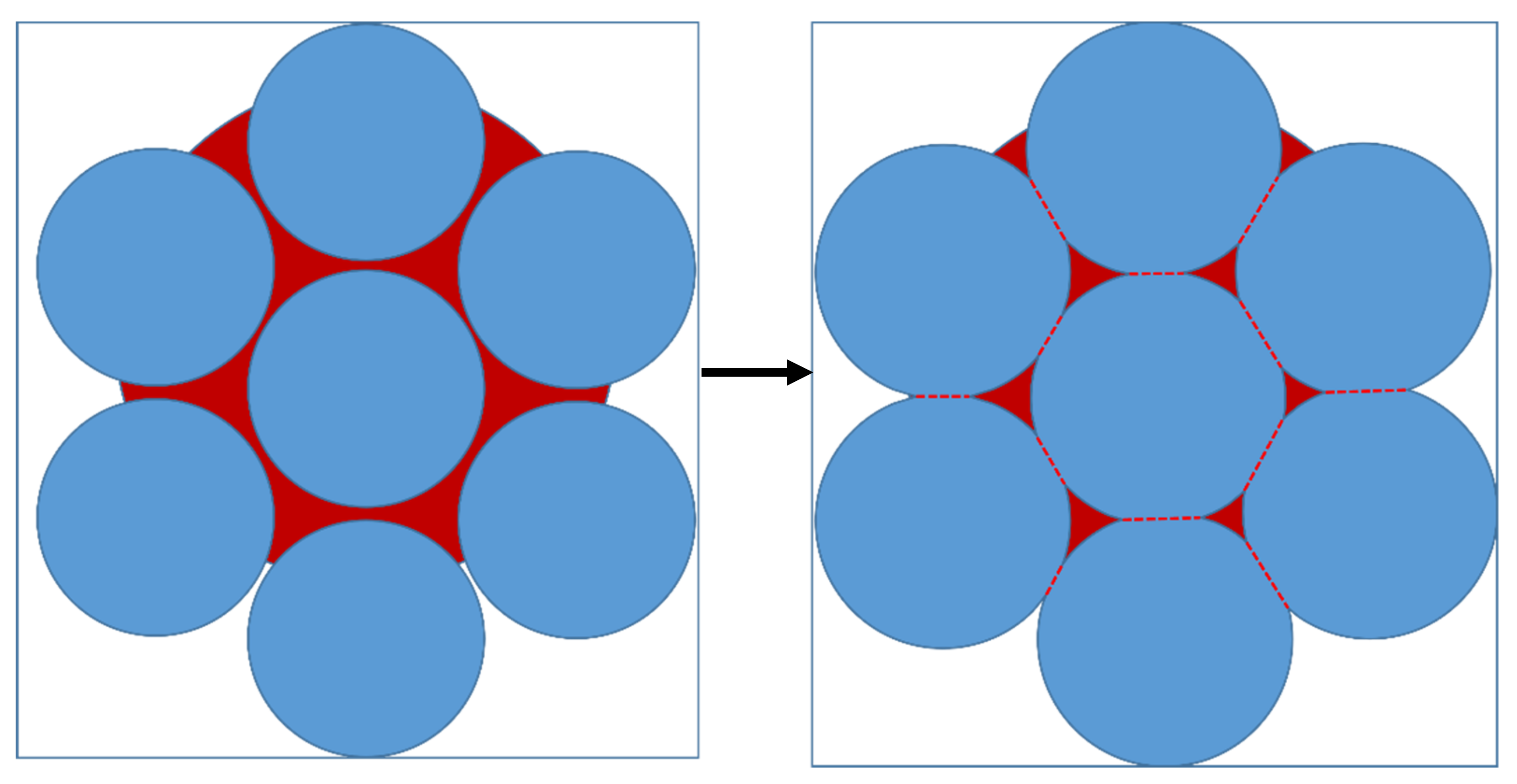
- Particle rearrangement by capillary forces;
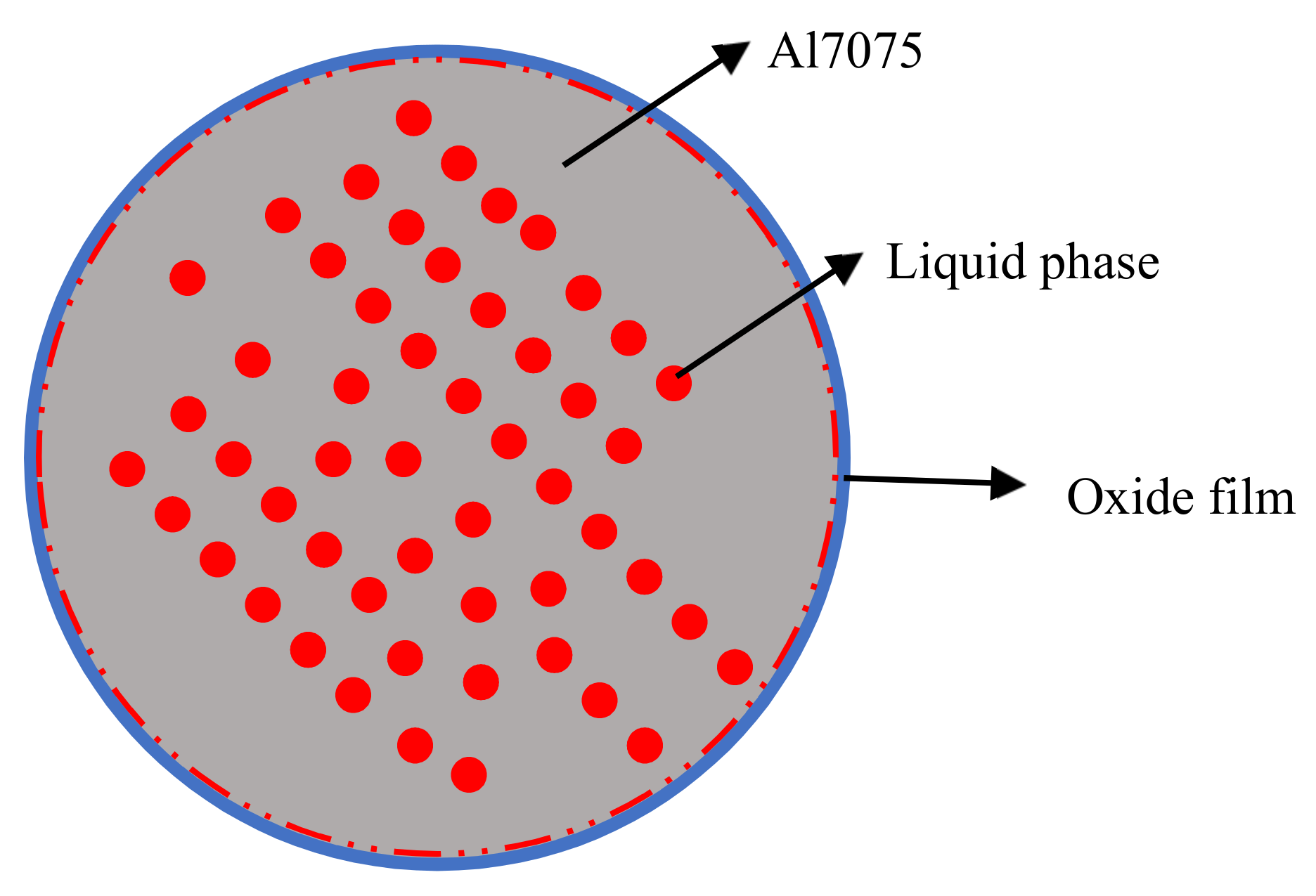
- Solution and reprecipitation, with particle dissolution in the liquid phase and subsequent reprecipitation at sites of lower chemical potential; and
- Pore filling, where the liquid phase will fill the pores during the sintering process.
4. Conclusions
- (1)
- Employing the wet-mixing method, it is feasible to prepare Al7075/polymer composites which mimic the FDM-processed green-body/brown-body. The microstructures of the Al7075 specimens at all P/M stages are similar to those of the commercially available 17-4 steel FDM specimens.
- (2)
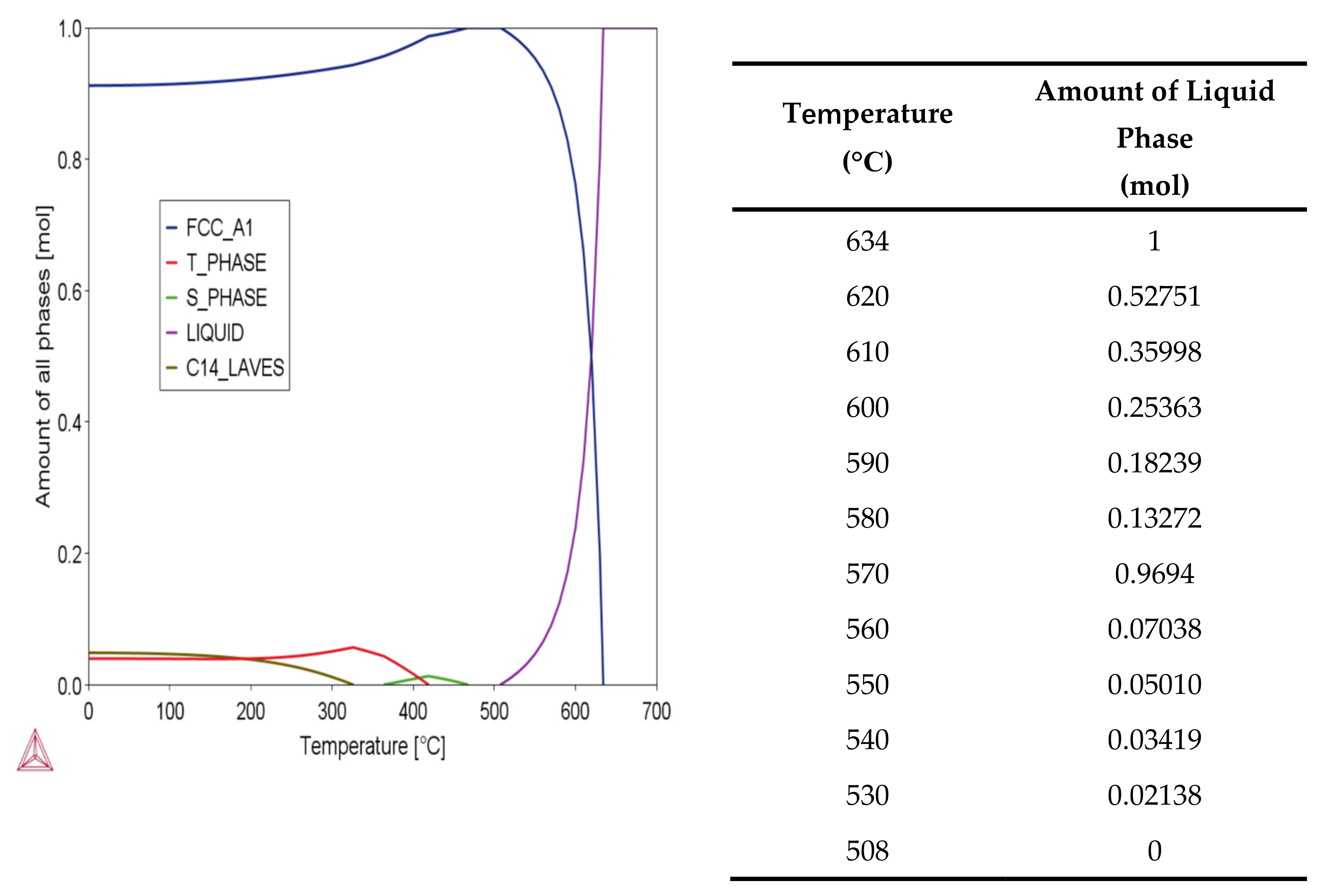
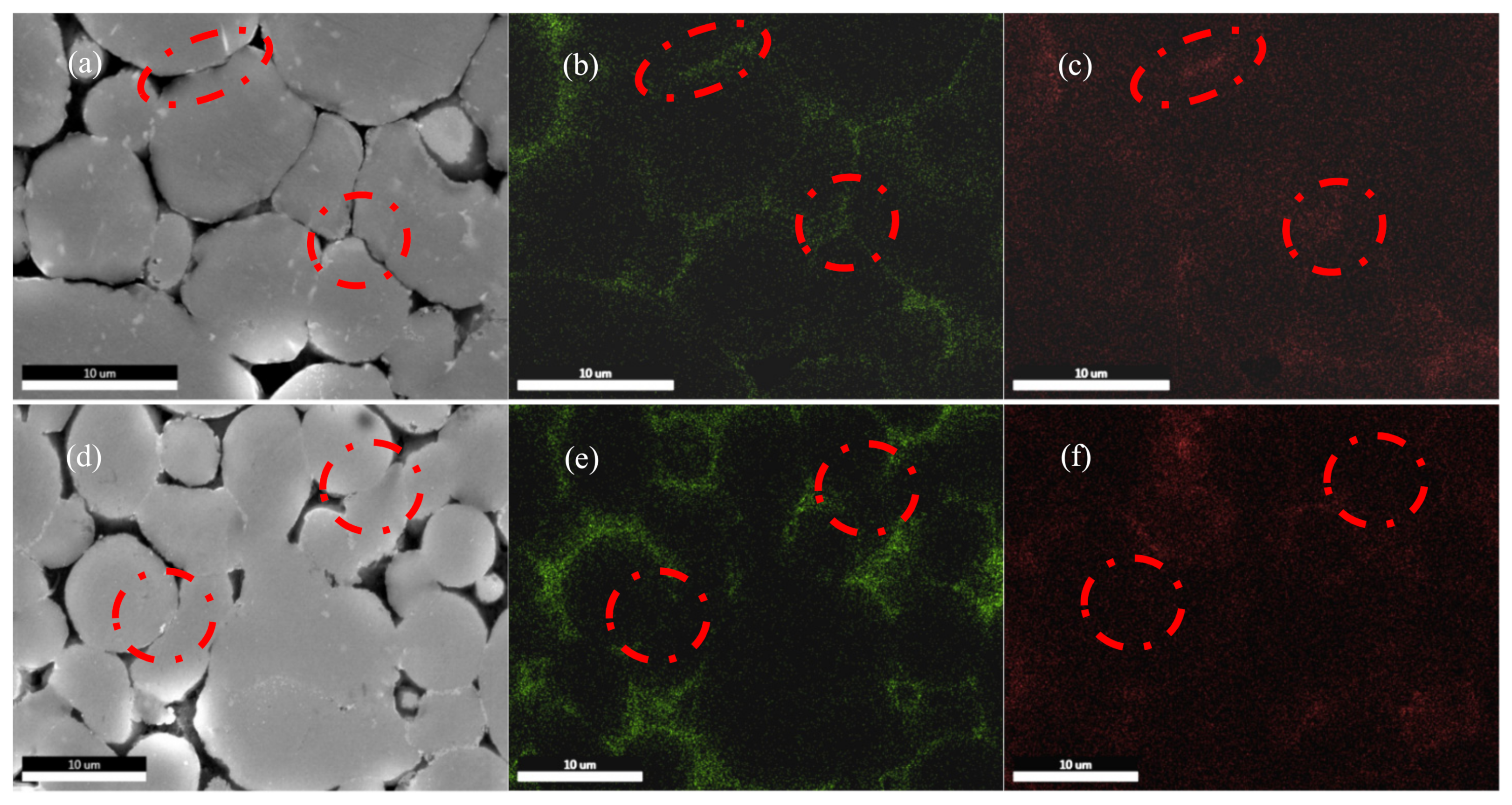
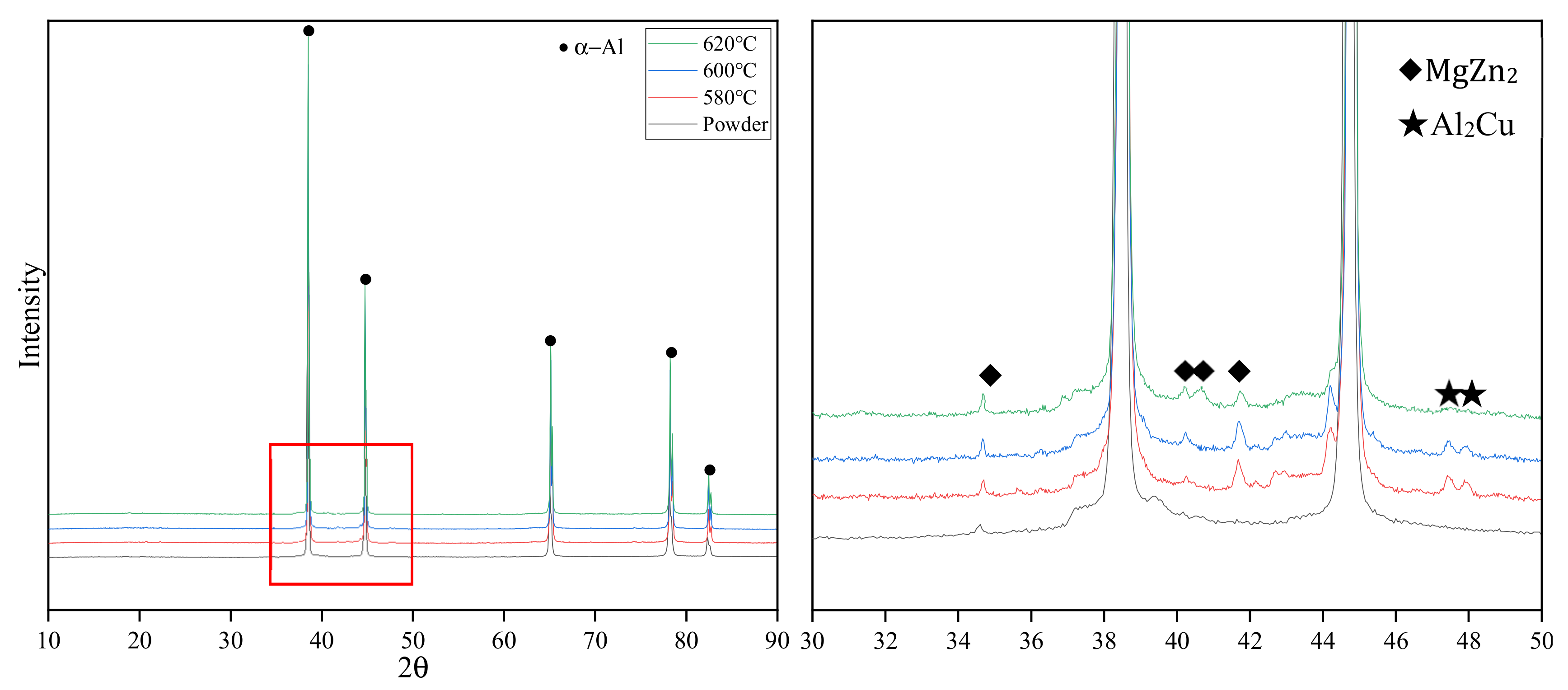
- The sintering mechanism of the pre-alloyed Al7075 powder is super solidus sintering. The liquid phase comprises Al, Zn, Mg, and Cu. The slow heating rate of 10 °C/min hinders the Al7075 sintering densification process due to the high porosity and low particle contact area.
- (3)
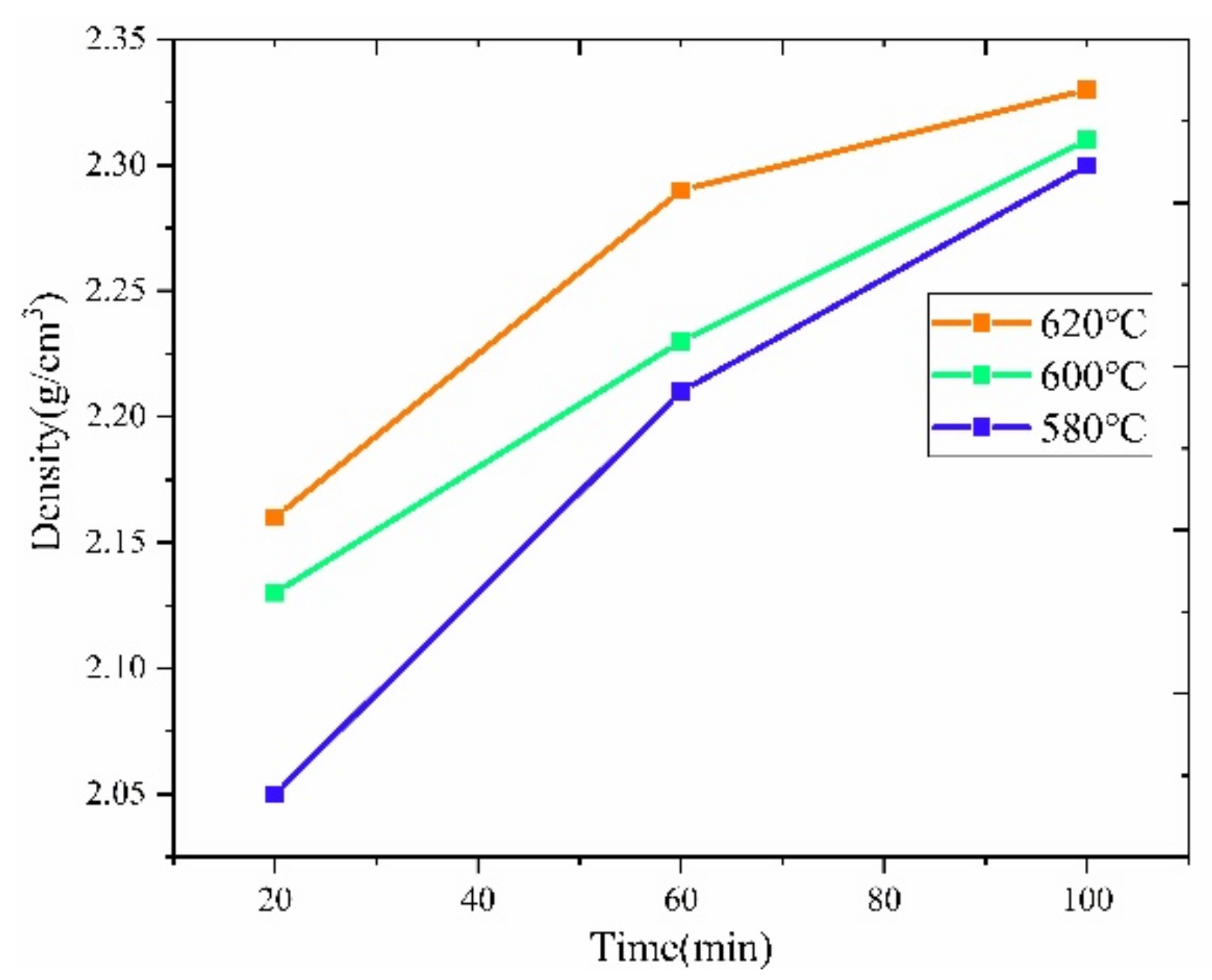
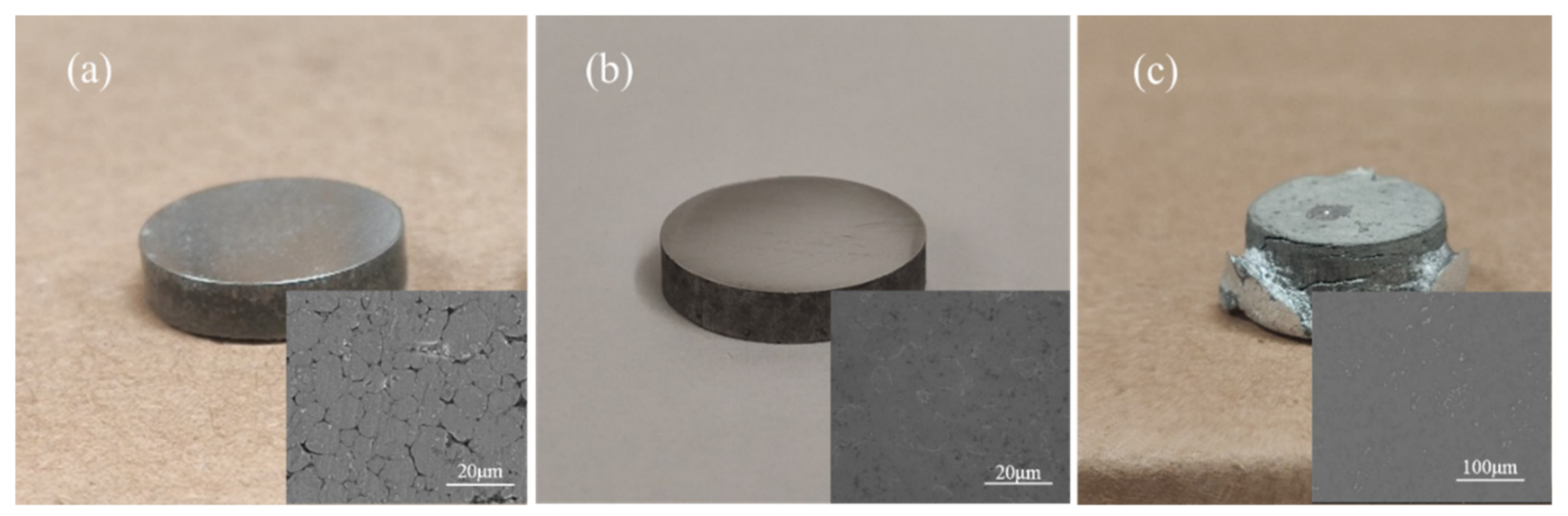
- By optimizing the sintering parameters, such as increasing the sintering heating rate to 30 °C/min and providing an argon pressure after the pores are closed, the density of the sintered Al7075 specimens can be significantly improved. The highest density and microhardness achieved were 2.72 g/cm3 and 98.4 HV, respectively.
- (4)
- It is feasible to prepare robust Al7075 parts using the FDM-based AM process, provided the right filament preparation, thermal debinding, and sintering parameters are taken.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Jin, N.; Zhang, H.; Han, Y.; Wu, W.; Chen, J. Hot deformation behavior of 7150 aluminum alloy during compression at elevated temperature. Mater. Charact. 2009, 60, 530–536. [Google Scholar] [CrossRef]
- Rokni, M.R.; Zarei-Hanzaki, A.; Roostaei, A.A.; Abolhasani, A. Constitutive base analysis of a 7075 aluminum alloy during hot compression testing. Mater. Des. 2011, 32, 4955–4960. [Google Scholar] [CrossRef]
- Rokni, M.R.; Zarei-Hanzaki, A.; Roostaei, A.A.; Abedi, H.R. An investigation into the hot deformation characteristics of 7075 aluminum alloy. Mater. Des. 2011, 32, 2339–2344. [Google Scholar] [CrossRef]
- Ghosh, A.; Ghosh, M.; Seikh, A.H.; Alharthi, N.H. Phase transformation and dispersoid evolution for Al-Zn-Mg-Cu alloy containing Sn during homogenisation. J. Mater. Res. Technol. 2019, 9, 1–12. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Perumal, A.E. Study on mechanical and wear properties of Al 7075/Al2O3/graphite hybrid composites. Compos. Part B Eng. 2014, 56, 464–471. [Google Scholar] [CrossRef]
- Izadi, H.; Nolting, A.; Munro, C.; Bishop, D.; Plucknett, K.; Gerlich, A. Friction stir processing of Al/SiC composites fabricated by powder metallurgy. J. Mater. Process. Technol. 2013, 213, 1900–1907. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Perumal, A.E. Influence of B4C on the tribological and mechanical properties of Al 7075–B4C composites. Compos. Part B Eng. 2013, 54, 146–152. [Google Scholar] [CrossRef]
- Tan, Z.; Wang, L.; Xue, Y.; Zhang, P.; Cao, T.; Cheng, X. High-entropy alloy particle reinforced Al-based amorphous alloy composite with ultrahigh strength prepared by spark plasma sintering. Mater. Des. 2016, 109, 219–226. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef]
- Wenjun, G.; Chao, G.; Feng, L. Microstructures of Components Synthesized via Electron Beam Selective Melting Using Blended Pre-Alloyed Powders of Ti6Al4V and Ti45Al7Nb. Rare Met. Mater. Eng. 2015, 44, 2623–2627. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Torres, J.; Cotelo, J.; Karl, J.; Gordon, A.P. Mechanical Property Optimization of FDM PLA in Shear with Multiple Objectives. JOM 2015, 67, 1183–1193. [Google Scholar] [CrossRef]
- Jain, P.; Kuthe, A. Feasibility Study of Manufacturing Using Rapid Prototyping: FDM Approach. Procedia Eng. 2013, 63, 4–11. [Google Scholar] [CrossRef] [Green Version]
- Masood, S.; Song, W.Q. Thermal characteristics of a new metal/polymer material for FDM rapid prototyping process. Assem. Autom. 2005, 25, 309–315. [Google Scholar] [CrossRef]
- Hwang, S.; Reyes, E.I.; Moon, K.-S.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical Characterization of Metal/Polymer Composite Filaments and Printing Parameter Study for Fused Deposition Modeling in the 3D Printing Process. J. Electron. Mater. 2014, 44, 771–777. [Google Scholar] [CrossRef]
- Boparai, K.S.; Singh, R.; Singh, H. Experimental investigations for development of Nylon6-Al-Al2O3 alternative FDM filament. Rapid Prototyp. J. 2016, 22, 217–224. [Google Scholar] [CrossRef]
- Liu, Z.; Lei, Q.; Xing, S. Mechanical characteristics of wood, ceramic, metal and carbon fiber-based PLA composites fabricated by FDM. J. Mater. Res. Technol. 2019, 8, 3741–3751. [Google Scholar] [CrossRef]
- Schaffer, G.; Hall, B.; Bonner, S.; Huo, S.; Sercombe, T. The effect of the atmosphere and the role of pore filling on the sintering of aluminium. Acta Mater. 2006, 54, 131–138. [Google Scholar] [CrossRef]
- Schaffer, G.; Huo, S. On development of sintered 7xxxseries aluminium alloys. Powder Met. 1999, 42, 219–226. [Google Scholar] [CrossRef]
- Showaiter, N.; Youseffi, M. Compaction, sintering and mechanical properties of elemental 6061 Al powder with and without sintering aids. Mater. Des. 2007, 29, 752–762. [Google Scholar] [CrossRef]
- Sousa, B.; Walde, C.; Champagne, J.V.; Nardi, A.; Sisson, J.R.; Cote, D. Rapidly Solidified Gas-Atomized Aluminum Alloys Compared with Conventionally Cast Counterparts: Implications for Cold Spray Materials Consolidation. Coatings 2020, 10, 1035. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Robinson, J.S.; Salazar-Guapuriche, M.A.; Zhao, Y.Y.; Eason, P.D. Hardness–strength relationships in the aluminum alloy 7010. Mater. Sci. Eng. A 2015, 631, 196–200. [Google Scholar] [CrossRef]
- German, R.M. Sintering Theory and Practice; Wiley-VCH: Hoboken, NJ, USA, 1996. [Google Scholar]
- Schaffer, G.; Yao, J.-Y.; Bonner, S.; Crossin, E.; Pas, S.; Hill, A. The effect of tin and nitrogen on liquid phase sintering of Al–Cu–Mg–Si alloys. Acta Mater. 2008, 56, 2615–2624. [Google Scholar] [CrossRef]
- German, R.M.; Suri, P.; Park, S.J. Review: Liquid phase sintering. J. Mater. Sci. 2008, 44, 1–39. [Google Scholar] [CrossRef] [Green Version]
- Pieczonka, T.; Kazior, J.; Szewczyk-Nykiel, A.; Hebda, M.; Nykiel, M. Effect of atmosphere on sintering of Alumix 431D powder. Powder Met. 2012, 55, 354–360. [Google Scholar] [CrossRef]
- Wang, T.; Huang, Y.; Yang, L.; Ma, Y.; Liu, C.; Wu, L.; Yan, H.; Zhao, X.; Liu, W. Microstructure and mechanical properties of 7055 Al alloy prepared under different sintering conditions using powder by-products. Mater. Sci. Eng. A 2020, 805, 140562. [Google Scholar] [CrossRef]
- Kang, S.-J. Liquid phase sintering. In Sintering of Advanced Materials; Woodhead Publishing: Cambridge, UK, 2010; pp. 110–129. [Google Scholar]
- Liu, Z.; Sercombe, T.; Schaffer, G. The Effect of Particle Shape on the Sintering of Aluminum. Met. Mater. Trans. A 2007, 38, 1351–1357. [Google Scholar] [CrossRef]
- Lumley, R.N.; Sercombe, T.B.; Schaffer, G.M. Surface oxide and the role of magnesium during the sintering of aluminum. Met. Mater. Trans. A 1999, 30, 457–463. [Google Scholar] [CrossRef]
- Li, C.; Zeng, S.; Chen, Z.; Cheng, N.; Chen, T. First-principles calculations of elastic and thermodynamic properties of the four main intermetallic phases in Al–Zn–Mg–Cu alloys. Comput. Mater. Sci. 2014, 93, 210–220. [Google Scholar] [CrossRef]
- Wen, H.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J. Strengthening mechanisms in a high-strength bulk nanostructured Cu–Zn–Al alloy processed via cryomilling and spark plasma sintering. Acta Mater. 2013, 61, 2769–2782. [Google Scholar] [CrossRef]
- Oko, O.E.; Mbakaan, C.; Barki, E. Experimental investigation of the effect of processing parameters on densification, microstructure and hardness of selective laser melted 7075 aluminium alloy. Mater. Res. Express 2020, 7, 036512. [Google Scholar] [CrossRef]
- Naser, T.S.B.; Krallics, G. Mechanical Behavior of Multiple-forged Al 7075 Aluminum Alloy. Acta Polytech. Hung. 2014, 11, 103. [Google Scholar] [CrossRef]
- Molnárová, O.; Málek, P.; Lukáč, F.; Chráska, T. Spark Plasma Sintering of a Gas Atomized Al7075 Alloy: Microstructure and Properties. Materials 2016, 9, 1004. [Google Scholar] [CrossRef] [Green Version]
- Fei, W.; Hu, M.; Yao, C. Thermal expansion and thermal mismatch stress relaxation behaviors of SiC whisker reinforced aluminum composite. Mater. Chem. Phys. 2003, 77, 882–888. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Fe | Si | Cr | Ti | Mn | Ca | Ni | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Powder | Min | 5.1 | 2.1 | 1.2 | 0 | 0 | 0.18 | 0 | 0 | 0 | 0 |
| Max | 6.1 | 2.9 | 2.0 | 0.50 | 0.40 | 0.28 | 0.20 | 0.30 | 0.03 | 0.03 |
| Original Specimen (g) | Sintered Specimen (g) | Total Weight Loss after Sintering | Wash/Thermal Debinding Mass Loss | |
|---|---|---|---|---|
| FDM 17-4 (FDM printed) | 8.19 | 7.40 | 9.7% | 4.5% |
| 8.20 | 7.50 | 8.5% | 4.1% | |
| 7.90 | 7.20 | 8.9% | 4.2% | |
| Al7075/polymer (Powder after selection) | 1.52 | 1.44 | 5.1% | 3.2% |
| 3.46 | 3.29 | 5.0% | 3.0% | |
| 5.43 | 5.13 | 5.5% | 3.4% | |
| Al7075/polymer (Compressed specimen) | 1.33 | 1.27 | 4.5% | 2.7% |
| 6.82 | 6.47 | 5.2% | 3.5% |
| Sintering Temperature (°C) | Sintering Time (min) | Heating Rate (°C/min) | Sintering Atmosphere | |
|---|---|---|---|---|
| Standard sintering strategy | 580 | 20/60/100 | 10 | Vacuum (6.7 × 10−3 Pa) |
| 600 | ||||
| 620 | ||||
| Optimized sintering strategy | 620 | 240/480 | 10 | Vacuum (6.7 × 10−3 Pa) |
| 580 | 20 | 40 | Vacuum (6.7 × 10−3 Pa) | |
| 580 | 20 | 10 | Argon (20 mL/min) |
| Sintering Temperature (°C) | Sintering Time (Minute) | Microhardness (HV) | Error Bar (Standard Deviation) |
|---|---|---|---|
| 580 | 20 | 31.9 | ±3.2 |
| 60 | 36.2 | ±1.6 | |
| 100 | 50.5 | ±1.2 | |
| 600 | 20 | 54.3 | ±2.3 |
| 60 | 59.5 | ±3.4 | |
| 100 | 65.4 | ±1.3 | |
| 620 | 20 | 56.6 | ±1.2 |
| 60 | 60.6 | ±1.8 | |
| 100 | 74.1 | ±1.4 |
| Type | Microhardness (HV) |
|---|---|
| LPBF Al7075 | 94 [33] |
| Forged Al7075 | 75 [34] |
| SPS Al7075 | 140 [35] |
| P/M wet-mixing Al7075 | 74.1 |
| Type | Density (g/cm3) | Microhardness (HV) |
|---|---|---|
| Sintered specimen at 620 °C for 4/8 h | 2.66/2.75 | 58.8/54.3 |
| Sintered specimen with higher heating rate | 2.72 | 98.4 |
| Sintered specimen with argon | 2.64 | 69.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, H.; Zeng, C.; Raush, J.; Momeni, K.; Guo, S. Developing Fused Deposition Modeling Additive Manufacturing Processing Strategies for Aluminum Alloy 7075: Sample Preparation and Metallographic Characterization. Materials 2022, 15, 1340. https://doi.org/10.3390/ma15041340
Ding H, Zeng C, Raush J, Momeni K, Guo S. Developing Fused Deposition Modeling Additive Manufacturing Processing Strategies for Aluminum Alloy 7075: Sample Preparation and Metallographic Characterization. Materials. 2022; 15(4):1340. https://doi.org/10.3390/ma15041340
Chicago/Turabian StyleDing, Huan, Congyuan Zeng, Jonathan Raush, Kasra Momeni, and Shengmin Guo. 2022. "Developing Fused Deposition Modeling Additive Manufacturing Processing Strategies for Aluminum Alloy 7075: Sample Preparation and Metallographic Characterization" Materials 15, no. 4: 1340. https://doi.org/10.3390/ma15041340